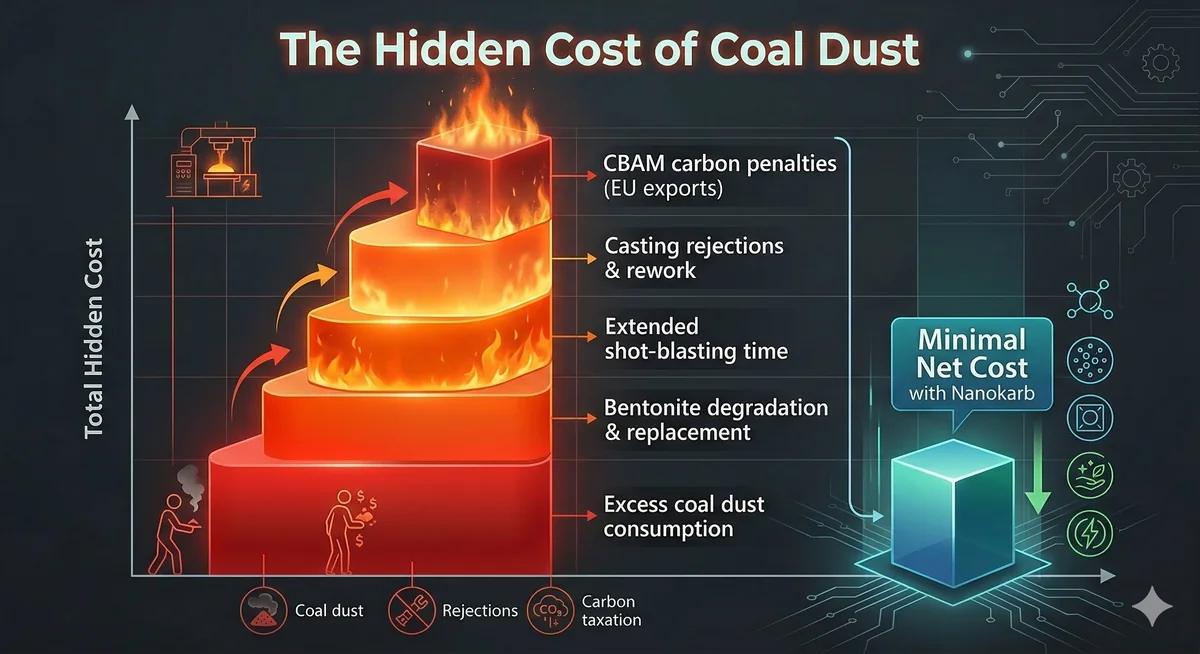
What Coal Dust Is Really Costing Your Foundry
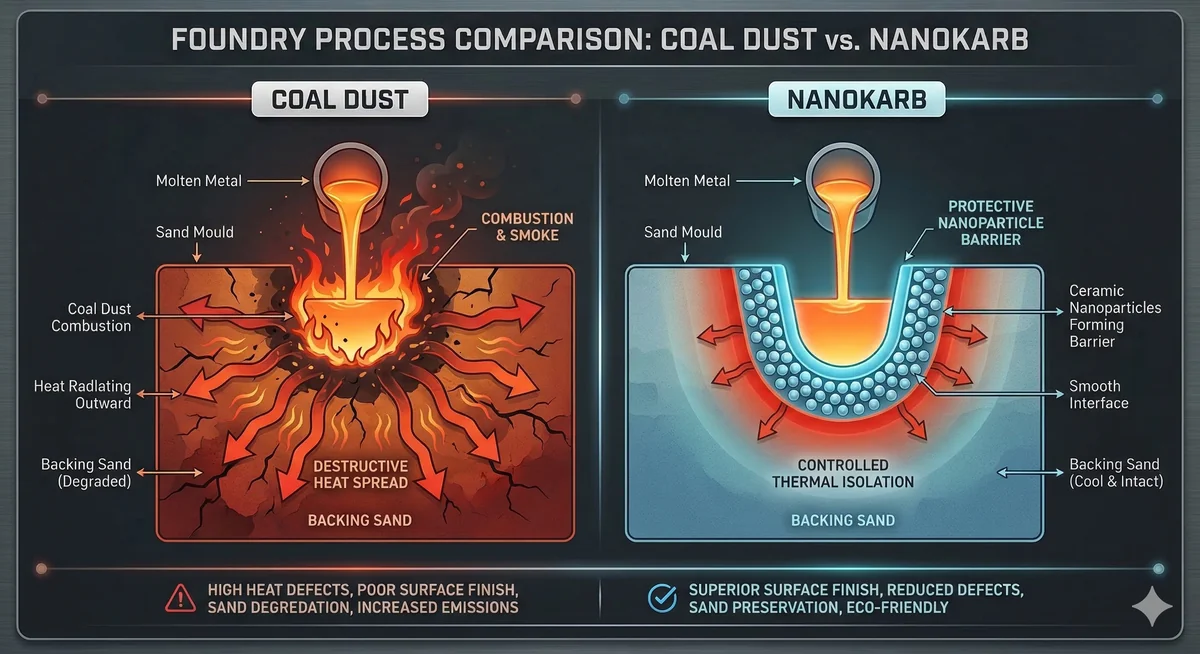
Coal dust combusts when molten metal enters the mould. The foundry industry has long believed this combustion produces a protective layer between the metal and the sand — both the conventional explanations for that belief (the "lustrous carbon" hypothesis and the "gas cushion" hypothesis) struggle to hold up under first-principles scrutiny. What the combustion actually does is start a destructive chain reaction inside the sand matrix: temperatures spike in the backing sand, water evaporates prematurely, bentonite loses bond strength, and clay becomes less cohesive. The volatile matter in coal dust (25-40% at 400°C) is the primary driver — it combusts early, creating excessive heat that breaks down the sand system with every thermal cycle.
This is why foundries find themselves constantly adding more bentonite, more water, and more coal dust — chasing a moving target created by their own additives. The system becomes increasingly difficult to control. Rejection rates climb. Finishing costs rise. And every kilogram of coal dust burned releases 3.6 kg of CO2 that now carries a real financial penalty under CBAM. The longer you wait to address this, the more it compounds.
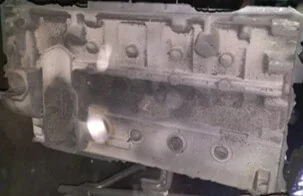
See the Difference
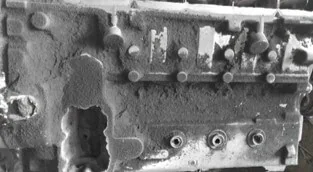
With coal dust + mould coating
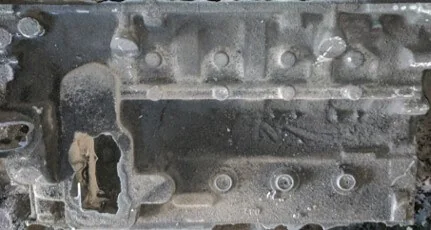
With Nanokarb — no coating needed
With coal dust coating — 6 min shot blasting
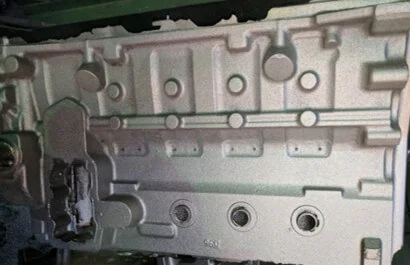
With Nanokarb — 5 min shot blasting, no coating
Side-by-Side Comparison
| Parameter | Nanokarb | Coal Dust / LCA |
|---|---|---|
| Mechanism | Ceramic-nanoparticle protective interface (no combustion) | Combustion-driven (sand chain reaction) |
| Volatile Matter @ 400°C | 0% | 25-40% |
| Volatile Matter @ 925°C | < 10% | 25-40% |
| LOI | 85% | 85-95% |
| CO2 Emissions | Minimum 50% reduction | Baseline (3.6 kg CO2 per kg burned) |
| Replacement Ratio | 1 kg Nanokarb = 2 kg coal dust | — |
| Effect on Bentonite | Preserves bentonite performance | Degrades bentonite through heat |
| Effect on Backing Sand | Minimal temperature rise | Significant temperature rise |
| Surface Finish | Superior — immediate improvement | Standard |
| CBAM / EU Compliance | Supports compliance | Increases carbon footprint |
| Dosage | 0.075% per batch | 0.2–0.5% per batch |
| Equipment Changes Required | None | — |
| Safety Classification | Non-hazardous, non-explosive | Explosive dust hazard |
Ready to see these results in your foundry?
Request an Assessment →The Hidden Cost of Staying with Coal Dust
What Foundries Experience
50%
Reduction in Coal Dust Consumption
Min 50%
Reduction in CO2 Emissions
Min 10%
Reduction in Bentonite Consumption
Predicted
Timeline — We Forecast Your Results Before the Trial
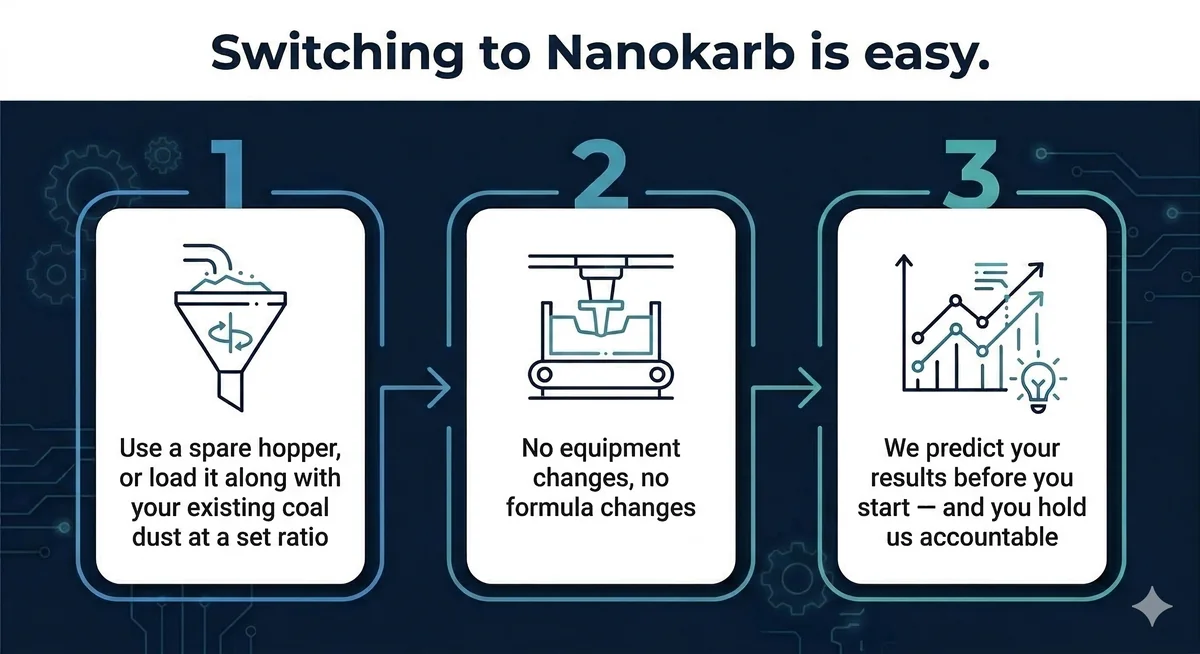
We use proprietary predictive tools to forecast your exact results before the trial begins. You'll know what to expect — and you hold us accountable.
Switching Is Simpler Than You Think
Is Nanokarb Right for Your Foundry?
Nanokarb works with all ferrous castings — grey iron, ductile iron, and steel — on all moulding lines, whether HPML, jolt-squeeze, or manual.
Integration requires zero equipment changes. If you have a spare hopper, use it. If not, Nanokarb loads alongside your existing coal dust. Your sand formula doesn't change. Your bentonite doesn't change. Your process doesn't change.
Ready to Compare in Your Own Foundry?
Request a zero-risk Nanokarb trial. We'll predict the results before you start using proprietary forecasting tools — and you hold us accountable. No lock-in. No penalties. Just results you can measure.
Request an Assessment →