Vision
Deliver the ultimate finish on your castings with almost immediate results

High-Performance

Supreme Surface Finish

Carbon Additive

Nanotechnology
USP
Questioning the status-quo at every stage of development, we set out to develop a revolutionary new age material in Nanokarb. A high performance material that can be used along with your existing carbon additive or as its replacement - Nanokarb ensures supreme finish on your castings in record time!

Nanokarb technology

Nanotechnology based carbon additive for green sand used to reduce VOC and carbon emission by a minimum of 50% from current levels
The only engineered carbon for green sand in the world (patent pending)

Ceramic nanoparticles impregnated into quasi graphitic carbon to get desired properties

Ceramic nanoparticles form a protective interface at the mould-metal boundary, leading to an excellent finish
Nanokarb Properties
With almost 0% Volatile Matter @ 400℃, we have drastically reduced VOC

Volatile Matter
@ 400℃ - < 0.5%

Volatile Matter
@ 925℃ - < 10%

Nanoparticle concentration - 10-20%

Moisture < 5%

Sieve size - 100% passing through standard BSS 12 mesh
Nanokarb Advantages
Ultimate Surface finish

Minimum 10% reduction of Bentonite

50% - 80% reduction of carbon expected, with an assurance of minimum 25% pruning.

Reduced shot-blasting time/ shots consumed

Reduced expansion and erosion defects

Reduced Burn-on / Metal penetration defects

Eliminates blowholes, pinholes and sub surface porosity arising out of carbon
How Nanokarb Works
In conventional green sand moulding, coal dust and similar carbon additives combust when molten metal enters the mould. The foundry industry has long believed this combustion produces a protective layer between the metal and the sand — both the conventional explanations for that belief (the "lustrous carbon" hypothesis and the "gas cushion" hypothesis) struggle to hold up under first-principles scrutiny. What the combustion actually does is start a chain reaction inside the sand matrix: temperatures spike in the backing sand, water evaporates prematurely, bentonite loses its bond strength, and the sand system degrades with every cycle.
Nanokarb works differently. Its ceramic nanoparticles form a protective interface at the mould-metal boundary — without combustion. With 0% volatile matter at 400°C and less than 10% at 925°C, Nanokarb does not burn inside the mould. There is no secondary heat source. There is no chain reaction. The backing sand stays cooler, water is preserved, and bentonite performs at its full potential. The same LOI test the foundry already runs controls dosage; minimum effective dosage is 0.075%.
This is also why 1 kg of Nanokarb replaces 2 kg of conventional coal dust. While both have similar LOI values, the difference is in how they perform. Coal dust relies on combustion — a process that wastes energy and degrades your sand. Nanokarb's ceramic nanoparticles create the protective interface at the mould-metal boundary through engineered surface properties, not through burning. The result is better protection with less material, and none of the collateral damage.
Technical Specifications
| Parameter | Nanokarb | Conventional Coal Dust |
|---|---|---|
| Volatile Matter @ 400°C | 0% | 25–40% |
| Volatile Matter @ 925°C | < 10% | 25–40% |
| Fixed Carbon | 77.5% | Varies |
| LOI (Loss on Ignition) | 85% | 85–95% |
| Nanoparticle Concentration | 10–20% | None |
| Moisture | < 5% | Varies |
| Replacement Ratio | 1 kg Nanokarb = 2 kg coal dust | |
| Dosage Rate | 0.075% per batch | |
Proven Results Across India and the EU
Nanokarb is commercially used in foundries across India and the European Union. Results are consistent across foundries of varying melting capacity, across moulding line types, and across metal grades:
50%
Reduction in coal dust consumption
Min 50%
Reduction in CO2 emissions from green sand
Min 10%
Reduction in bentonite consumption
Weeks
Typical time to see visible surface finish improvement
Applications
Nanokarb is supplied in a single universal grade worldwide and works with all ferrous castings in green sand moulding — grey iron, ductile iron (SG iron), and steel. It is compatible with all moulding line types including high-pressure moulding lines (HPML), jolt-squeeze machines, and manual moulding.
Nanokarb is particularly effective for heavy castings such as engine blocks, cylinder heads, and pump housings where burn-on and metal penetration defects are common challenges. It integrates into your existing sand plant without any equipment modifications — if you have a spare hopper, Nanokarb can be dosed from it. If not, it can be loaded alongside your existing coal dust.
Start a Zero-Risk Trial
We provide exact deliverables and a timeline you can hold us accountable for.
If results don't match predictions, you stop — no questions asked.
Want a detailed comparison? See Nanokarb vs Coal Dust: Side-by-Side Technical Comparison
Gallery
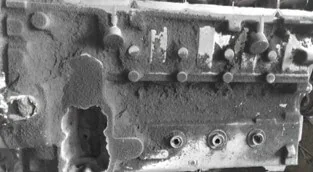
Before Nanokarb with mould coating
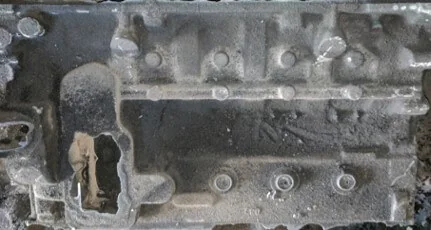
With Nanokarb - NO mould coating

Before Nanokarb with mould coating after shot blasting
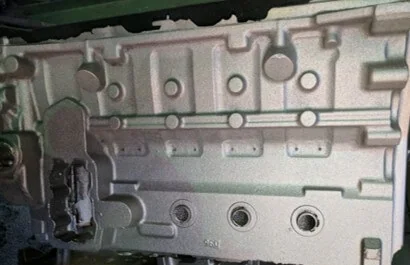
With Nanokarb without mould coating after shot blasting image

Before and after using Nanokarb
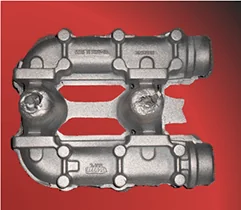
Surface finish with Nanokarb

Nanokarb Comparison

After shot blasting

Surface finish with Nanokarb

Surface finish with Nanokarb

Surface finish with Nanokarb

Surface finish with Nanokarb