NANOTECHNOLOGY FOR BETTER SURFACE FINISH
The role of a carbon additive in green sand moulding is to keep molten metal from fusing to the sand. Conventional coal dust attempts this through combustion — which triggers the destructive chain reaction inside the sand matrix. Nanokarb achieves the same outcome through ceramic nanoparticles that form a protective interface at the mould-metal boundary, without combustion. This is a case study of how our nanotechnology-based carbon additive helped save INR 2,00,00,000 per year and reduced CO2 emission by around 3,00,000kg per year
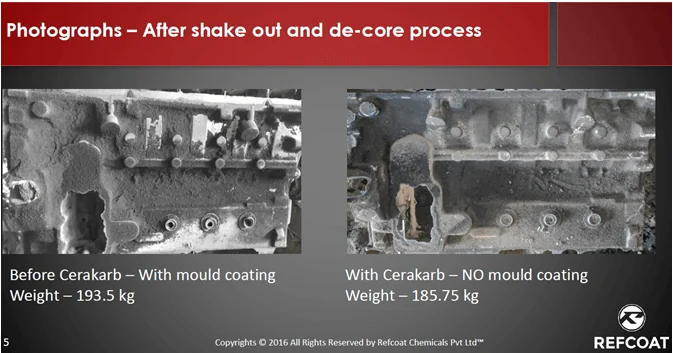
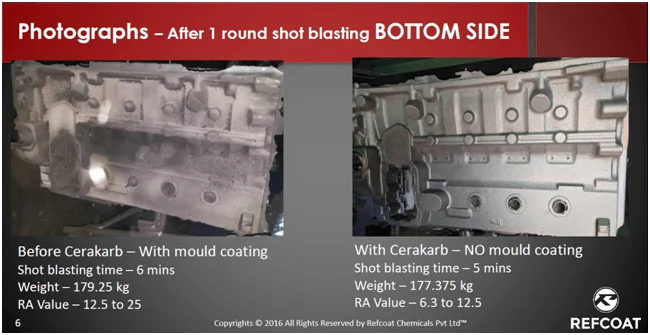
Most engine block and head manufacturing foundries face the problem of burn-on defects on the bottom mould. This is predominantly because these castings have heavy cores due to which there is an impact on the heat radiation. Ensuring that the sand mould is able to withstand this heat becomes imperative. Most foundries use some form of a refractory coating, only on the bottom mould, to minimize this problem. But any additional process only increases the risk of rejections.
Nanokarb's ceramic nanoparticles form a protective interface at the mould-metal boundary — without combustion.
The following case study demonstrates the capabilities of our nanotechnology based carbon additive "CERAKARB".
The company is a casting manufacturer with an output of 3000MT/month. They use a Kunkel-Wagner High Pressure Moulding Line with about 320 MT of silica sand in the system that circulates about 2.5 times per day. After 3 rounds, with six minutes per round of shot-blasting and a lot of fettling activity, resulted in a surface finish of RA value 12.5. This also resulted in heavy sand sticking even after shake-out and de-coring was very difficult.
After studying their process and understanding their sand system, we committed the following:
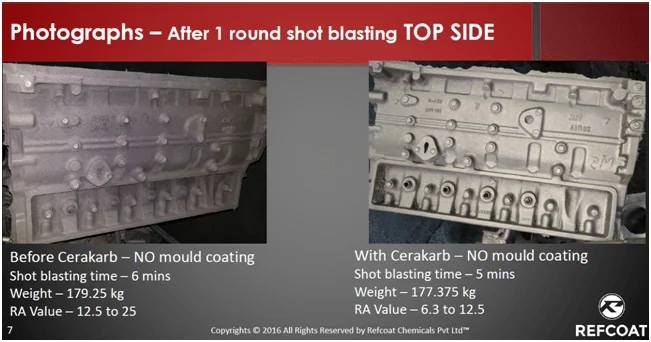
- Eliminate need for refractory mould coating
- Eliminate burn-on defects
- Reduce shot-blasting time
- Improve surface finish
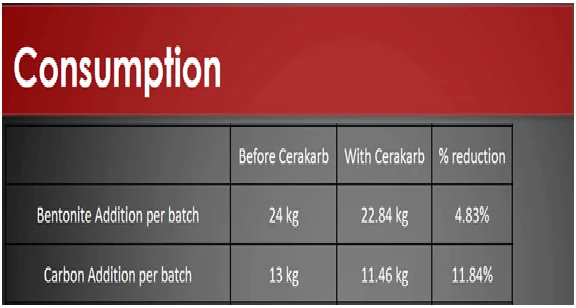
- Reduce consumption of both bentonite and carbon
All this in just 20 days! (41 circulations)
With our nanotechnology based carbon additive "CERAKARB", we have engineered a product to form a barrier between the molten metal and the sand - with precision.
We started dosing CERAKARB-60 into the sand system and following were the observations at the end of 20 days:
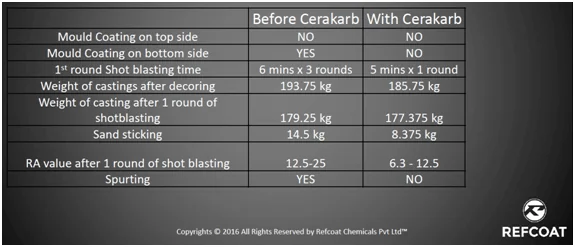
Please note that the values presented above are not from a single casting. Samples were drawn randomly. The data presented above are the average values of all the samples.

We are probably the only people in the world who assure reduced Bentontie consumption by using our nanotechnology based carbon additive.
In just 20 days, we were able to achieve all of the above - as committed.
This reduction in the following parameters yielded financial benefits to the tune of INR 2,00,00,000 per year (Approximately 300,000 USD per year)
- Reduced shot-blasting
- Reduced fettling
- Elimination of mould coating process
- Reduced consumption of bentonite & carbon
The environmental impact of reduced consumption of bentonite and carbon is a huge. In this case, we reduced 300,000kg of carbon dioxide emission per year. (1kg of coal burnt produces roughly about 2.3kg of CO2.)
Carbon additive in green sand identifies only temperature and the duration for which it is exposed to. Our engineered, nanotechnology based "CERAKARB" is designed to create a barrier between molten metal and sand with precision!