How Coal Dust Combustion Damages Your Green Sand System — And What to Do About It
By Vijay Gurunath, Managing Director — Refcoat Chemicals | March 2026
The Additive Nobody Questions
Every green sand foundry in the world uses a carbon additive. Coal dust, sea coal, pitch — some form of lustrous carbon former has been part of the green sand recipe for over a century. It works. Molten metal enters the mould, the carbon additive combusts, a lustrous carbon gas layer forms between the metal and the sand, and the casting releases cleanly.
So why would anyone question it?
Because most foundries have never examined what happens after the gas layer forms. The combustion that creates the lustrous carbon barrier also triggers a chain reaction that silently degrades your entire sand system — cycle after cycle, shift after shift.
Understanding this chain reaction is the first step toward solving problems that many foundries treat as unavoidable: rising bentonite bills, inconsistent mould properties, and casting defects that seem to come and go without explanation.
The Chain Reaction: What Coal Dust Combustion Actually Does
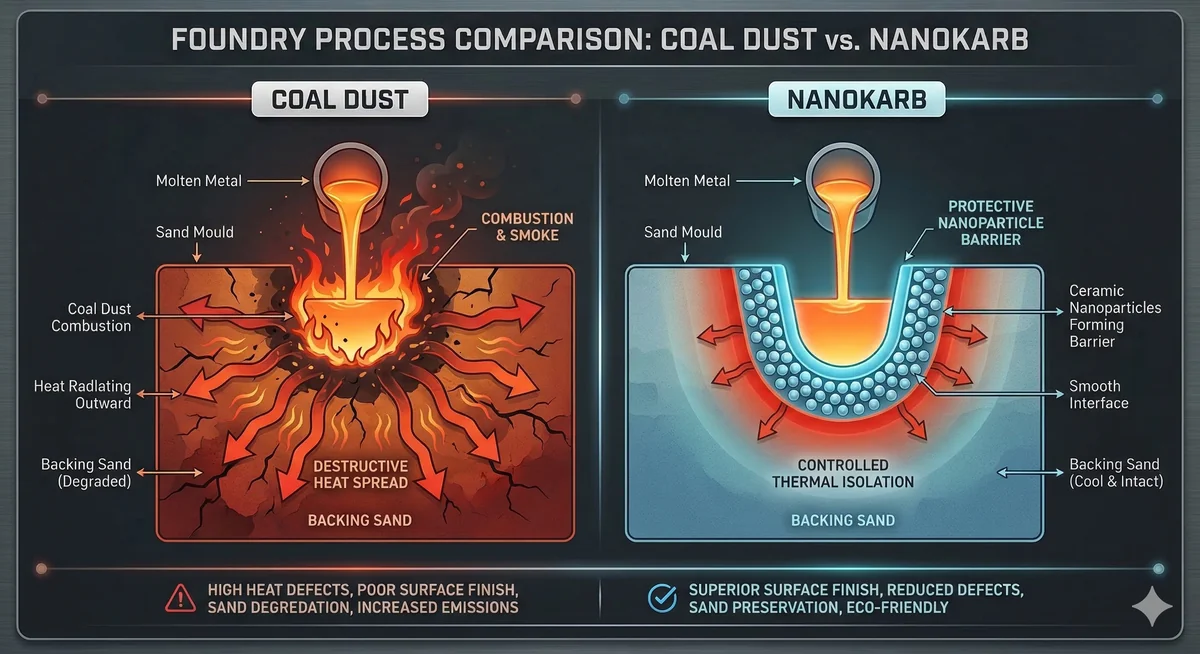
When molten metal at 1,400°C enters a green sand mould, the coal dust in the facing sand ignites almost immediately. The volatile matter in coal dust — typically 25–40% at 400°C — combusts in an exothermic reaction. This is the intended effect: the combustion products form a reducing atmosphere and a lustrous carbon layer that prevents metal-sand fusion.
But the energy released by this combustion doesn't stay at the mould-metal interface. It radiates outward into the backing sand. Here's what happens next:
The temperature in the backing sand spikes. The exothermic combustion raises the temperature of sand layers well beyond the mould face. Sand that's 15–20mm from the casting surface — sand that shouldn't be affected — gets heated significantly.
Water evaporates prematurely. The moisture in your green sand is not just there for mouldability. It's the medium through which bentonite activates. When backing sand temperatures rise, water evaporates before it can do its job. This is why you get free moisture problems in some areas and dry, weak sand in others — even within the same mould.
Bentonite loses its bond strength. When water evaporates from the bentonite, the clay dehydrates and loses its ability to hold the sand grains together. The bentonite that was perfectly activated in your mixer is now partially dead — not because it's old or low quality, but because the coal dust combustion cooked the moisture out of it.
The sand system degrades progressively. Every moulding cycle repeats this process. Over hundreds of cycles, the cumulative effect is a sand system that requires ever-increasing additions of bentonite, water, and coal dust just to maintain the same properties. You're running faster to stay in place.
The Symptoms You See on the Shop Floor
This chain reaction manifests as problems that foundries routinely attribute to other causes:
Inconsistent compactability across shifts. If your morning shift gets 42% compactability and your afternoon shift gets 38% with the same recipe, coal dust combustion affecting moisture distribution is likely a contributing factor.
Rising bentonite consumption. When active clay drops because heat-damaged bentonite transitions to dead clay faster, the natural response is to add more. But you're treating a symptom, not the cause.
Scabbing, erosion, and expansion defects. These are all related to the sand's inability to maintain integrity under thermal stress. When the backing sand is pre-heated by coal dust combustion, it has less thermal capacity to absorb the heat of the casting — and the defects follow.
Blowholes and gas defects. The volatile matter in coal dust releases gas. If gas generation exceeds the sand's permeability, you get blowholes. Foundries with high coal dust addition rates face this trade-off constantly: enough carbon for a good lustrous carbon layer, but too much gas for a clean casting.
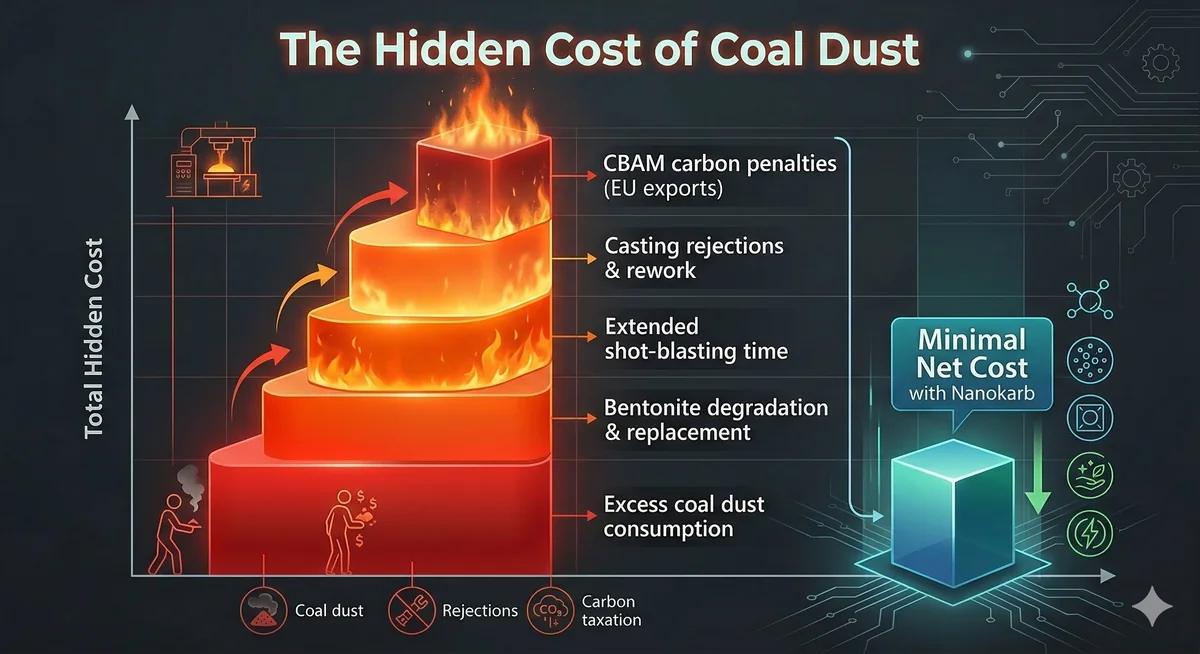
Dust and particulate emissions. Coal dust is classified as an explosive dust hazard. Its combustion releases VOCs (volatile organic compounds) and fine particulate matter. For foundries facing CPCB compliance in India or CBAM-related emissions reporting for EU exports, this is an increasingly material concern.
The Numbers Behind the Problem
To put this in perspective: every 1 kg of coal dust that combusts releases approximately 3.6 kg of CO2. A medium-sized foundry using 30 kg of coal dust per batch, running 450 batches a day, burns through 13,500 kg of coal dust daily — releasing roughly 48,600 kg of CO2. Per day.
That's not a sustainability talking point. That's a measurable cost that will increasingly show up in emission reporting, carbon border taxes, and customer ESG requirements.
What the Alternative Looks Like
The chain reaction described above depends on one thing: combustion. If the carbon additive doesn't combust, the chain reaction doesn't start.
This is the principle behind nanotechnology-based carbon additives like Nanokarb. Instead of relying on combustion to create a lustrous carbon layer, Nanokarb uses ceramic nanoparticles embedded in a quasi-graphitic carbon matrix to form a non-wetting barrier at the mould-metal interface.
The critical difference: Nanokarb has 0% volatile matter at 400°C and less than 10% at 925°C. Coal dust has 25–40% volatile matter at the same temperatures. Without significant volatile matter, there's no exothermic combustion, no backing sand temperature spike, no premature water evaporation, and no bentonite degradation.
The result at foundries across India and the EU:
- 50–80% reduction in total carbon additive consumption (1 kg Nanokarb replaces 2 kg coal dust)
- Minimum 50% reduction in CO2 emissions from the green sand process
- 10–30% reduction in bentonite consumption (because bentonite is no longer being damaged by heat)
- Visible surface finish improvement within 20 days
What This Means for Your Foundry
If your green sand system has been stable for years, this article isn't asking you to change for the sake of change. But if you recognize any of the symptoms described above — rising bentonite bills, inconsistent properties, persistent defects, or pressure on emissions — the coal dust combustion chain reaction is worth investigating as a root cause.
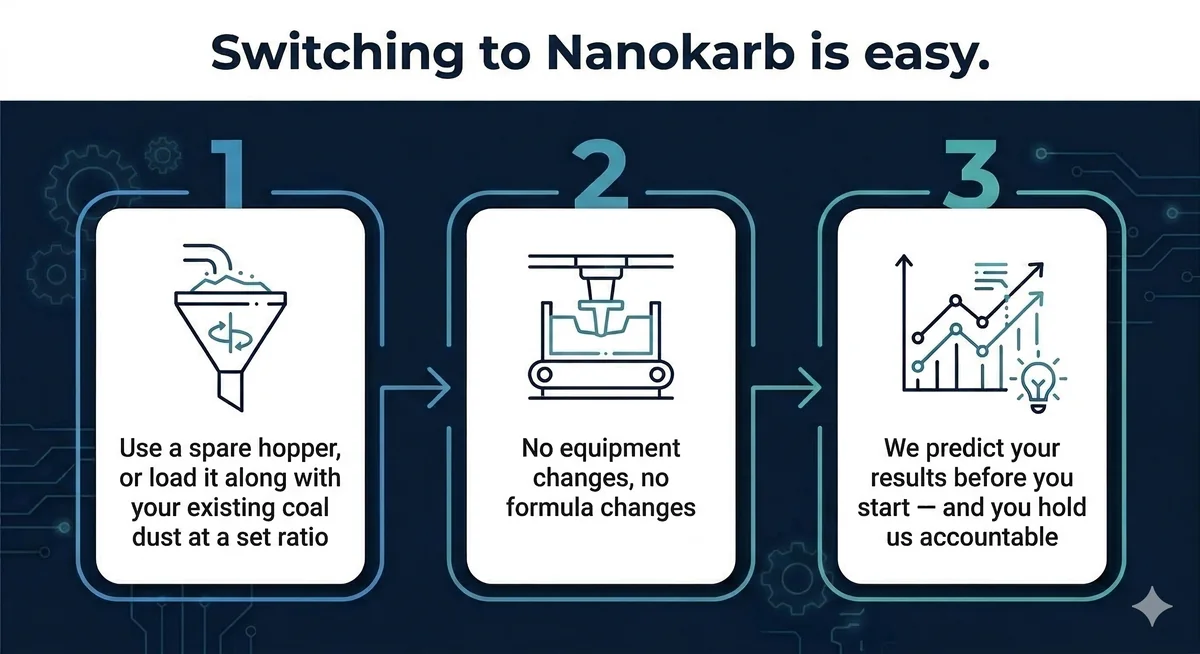
Refcoat offers free assessments with predictable deliverables. We model your sand system, predict the outcomes before you start, and let the results speak for themselves. If the predictions don't hold, you stop.
Investigate the Chain Reaction in Your Foundry
Request a free assessment. We'll model your sand system and predict the impact of eliminating coal dust combustion.
Request a Free AssessmentRelated: Nanokarb Product Page | Nanokarb vs Coal Dust: Full Comparison | Nanokarb FAQs