Why Most Foundries Use the Wrong Method to Control Casting Rejections
By Vijay Gurunath, Managing Director — Refcoat Chemicals | March 2026
The Industry's Dirty Secret: 3–5% Is Not Normal
Ask a foundry manager what their rejection rate is, and you'll typically hear something between 3% and 5%. Ask if that's acceptable, and most will say yes — because that's what the industry considers normal.
Foundries are one of the few manufacturing industries that measure quality in percentages rather than parts per million. An automotive assembly line targeting 3% defect rate would be shut down. In foundries, it's Tuesday.
This acceptance isn't because foundry people don't care about quality. It's because the tools and methods they've been given to control rejections aren't designed for the problem they're actually solving.
Why SPC Fails in Green Sand
Statistical Process Control (SPC) is the default quality framework in most manufacturing environments, and foundries have adopted it dutifully. Control charts track compactability, green compression strength, moisture, permeability, and active clay. When a reading drifts outside the control limits, the operator adjusts.
The problem is that SPC was designed for processes where inputs are controllable and relationships are linear. Green sand is neither.
Green sand is a living system. It circulates, degrades, absorbs heat, loses moisture, and chemically changes with every cycle. The sand you tested at the mixer is not the same sand that reaches the pattern — it's been transported, stored, and exposed to ambient conditions that change by the hour.
Cause and effect are separated by time. If you reduce bentonite today, the effect on active clay doesn't show up for 3–5 circulations. By the time your SPC chart flags the drop, you've already poured hundreds of moulds with compromised sand. You're always looking in the rearview mirror.
Multiple variables interact non-linearly. Compactability is a function of moisture, active clay, dead clay, carbon content, sand temperature, and grain fineness — all moving simultaneously. SPC tracks each variable independently and assumes they're statistically independent. They're not. A change in carbon affects moisture retention, which affects bentonite performance, which affects compactability. Controlling one variable at a time in a multivariate system is like steering a car by only turning the wheel — you also need to manage speed, braking, and road conditions.
The Reactive Trap
Most foundries operate in what we call the "reactive trap": they wait for defects to appear, then investigate the cause. The investigation typically involves checking recent sand test data, looking for the reading that drifted, and making an adjustment.
This feels productive. The problem is identified, the correction is made, and production resumes. But consider what actually happened: defective castings were already produced. The cost of rejection — scrap, rework, delayed delivery, customer dissatisfaction — is already incurred. The "fix" addresses the symptom after the damage is done.
Worse, the reactive approach tends to create oscillation. You detect low compactability, so you increase bentonite. Three shifts later, active clay overshoots and you get moisture-related defects. You reduce water, and now permeability drops. Each correction triggers a new imbalance.
This is not operator error. This is a systems problem being addressed with point-solutions.
What Actually Works: Root-Cause Control
Foundries that have broken below 1.5% rejection consistently share three characteristics:
They understand their sand system as a system, not as isolated parameters. They know that bentonite performance depends on how water interacts with clay, which depends on temperature, which depends on what carbon additive they use and how much of it combusts. They don't chase individual readings — they manage the relationships between them.
They use predictive data, not just historical data. Instead of asking "what happened last shift?", they ask "what will happen next shift given what we're adding today?" This is the difference between SPC (retrospective) and physics-based or predictive analytics (prospective).
They address the raw material root causes. Many persistent rejection patterns trace back to raw material interactions that SPC never captures. For example: a foundry using coal dust may see periodic scabbing defects that correlate with ambient temperature — not because ambient temperature directly causes scabbing, but because higher ambient temperatures accelerate coal dust combustion, which increases backing sand temperatures, which degrades bentonite, which reduces mould strength at the critical moment. SPC would show the scabbing as random variation. A systems-level analysis reveals a predictable, addressable mechanism.
Three Practical Steps to Move Beyond Reactive Control
1. Audit your carbon additive's impact on sand temperature.
If you're using coal dust or lustrous carbon additives, measure sand temperature at multiple points: after shakeout, at the cooler outlet, and at the mixer inlet. Compare these with your addition rates. If backing sand temperature rises with higher carbon addition, the combustion chain reaction is actively degrading your system. Nanotechnology-based alternatives like Nanokarb eliminate this effect entirely — 0% volatile matter at 400°C means no combustion, no temperature spike, and no bentonite damage.
2. Track active clay and dead clay as a ratio, not just individual values.
A foundry with 8% active clay and 4% dead clay is in a fundamentally different position than one with 8% active clay and 2% dead clay — even though both pass the same SPC control limit for active clay. The first has significant dead clay accumulation suggesting thermal degradation; the second has a healthier ratio. Dead clay accumulation is a leading indicator of bentonite over-consumption and is directly affected by thermal degradation from carbon additive combustion.
3. Consider predictive sand management software.
Tools like ForeCAST (sandforecast.ai) apply physics-based models to your existing lab data — predicting active clay, compactability, permeability, and defect risk before the shift starts. No sensors, no hardware, no months of setup. The system learns your foundry's specific behaviour and provides actionable recommendations in real time.
The Foundries That Are Breaking Through
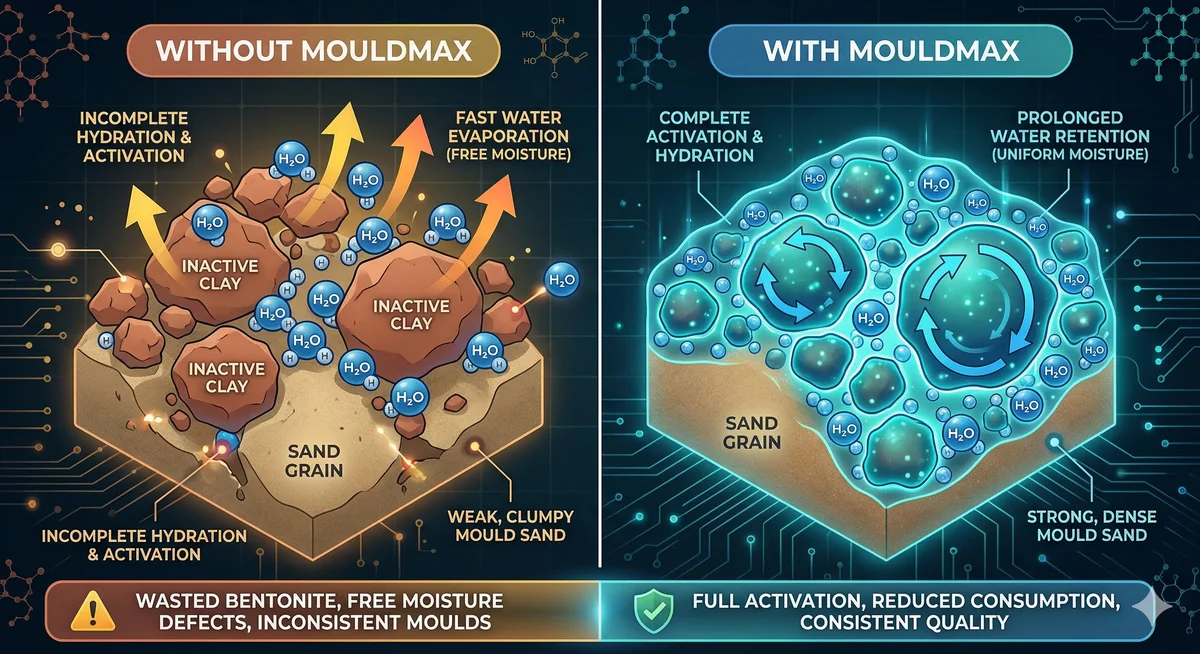
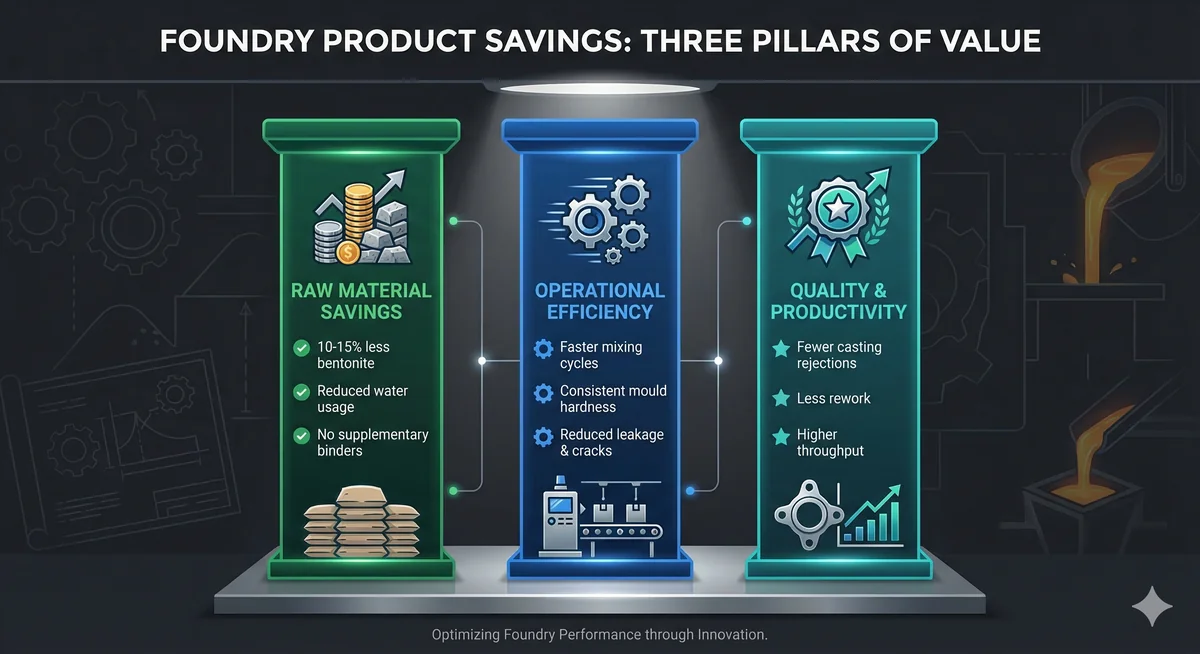
Foundries that have adopted a combination of better raw materials (replacing coal dust with Nanokarb, optimizing bentonite activation with MouldMax) and predictive analytics (ForeCAST) are consistently reporting rejection rates below 1.5% — some below 1%.
These aren't theoretical results. Rajmane Industries eliminated their mould leak problem entirely, with bentonite consumption going down from 1.1% to 0.58%. Bluemount Castings saw bentonite drop from 0.6% to 0.38% with permeability increasing by 30 points — in just 10 days.
The common thread: they stopped treating each problem in isolation and started addressing the system.
Next Steps
If your foundry's rejection rate has plateaued between 3–5% despite years of process optimization, the issue likely isn't effort — it's method. Moving from reactive SPC-based control to predictive, root-cause-based management is the step that breaks through the plateau.
Refcoat offers a complete system approach: Nanokarb eliminates the coal dust combustion chain reaction, MouldMax optimizes bentonite activation, and ForeCAST provides the predictive intelligence to manage everything in real time.
Break Through the 3–5% Plateau
Request a free assessment. We'll analyze your sand system and show you exactly where the leverage points are.
Request a Free AssessmentRelated: Nanokarb | MouldMax | MouldMax for Your Foundry | ForeCAST