Zero Coal Dust Foundry: A Practical Guide to Eliminating Coal Dust from Green Sand
By Vijay Gurunath, Managing Director — Refcoat Chemicals | March 2026
Why "Zero Coal Dust" Is Now a Realistic Goal
Five years ago, suggesting that a foundry could operate without coal dust would have been met with skepticism. Coal dust has been part of the green sand recipe since the beginning of mechanised foundry production. It's cheap, it's available, and everyone knows how to use it.
But the landscape has changed. CBAM regulations are putting a price on coal dust combustion emissions. OEM customers are asking for lower-carbon supply chains. Dust management and workplace safety regulations are tightening. And perhaps most importantly, a commercially proven alternative now exists that doesn't require foundries to sacrifice quality or take on production risk.
This article is a practical guide — not a theoretical argument — for foundries that want to explore eliminating coal dust from their operations.
Step 1: Understand What Coal Dust Actually Does (and Doesn't Do)
Coal dust combusts when molten metal enters the mould. The foundry industry has long believed this combustion produces a protective layer between the metal and the sand — both the conventional explanations for that belief (the "lustrous carbon" hypothesis and the "gas cushion" hypothesis) struggle to hold up under first-principles scrutiny. What the combustion does in practice is start a chain reaction inside the sand matrix, and that chain reaction is the source of most of the problems coal dust creates: backing sand temperature rise, premature water evaporation, bentonite degradation, VOC emissions, dust hazards, and CO2 generation.
The goal of a zero coal dust foundry isn't to eliminate any single feature of coal dust. It's to achieve a protective interface at the mould-metal boundary through a fundamentally different mechanism — one that doesn't produce the destructive side effects.
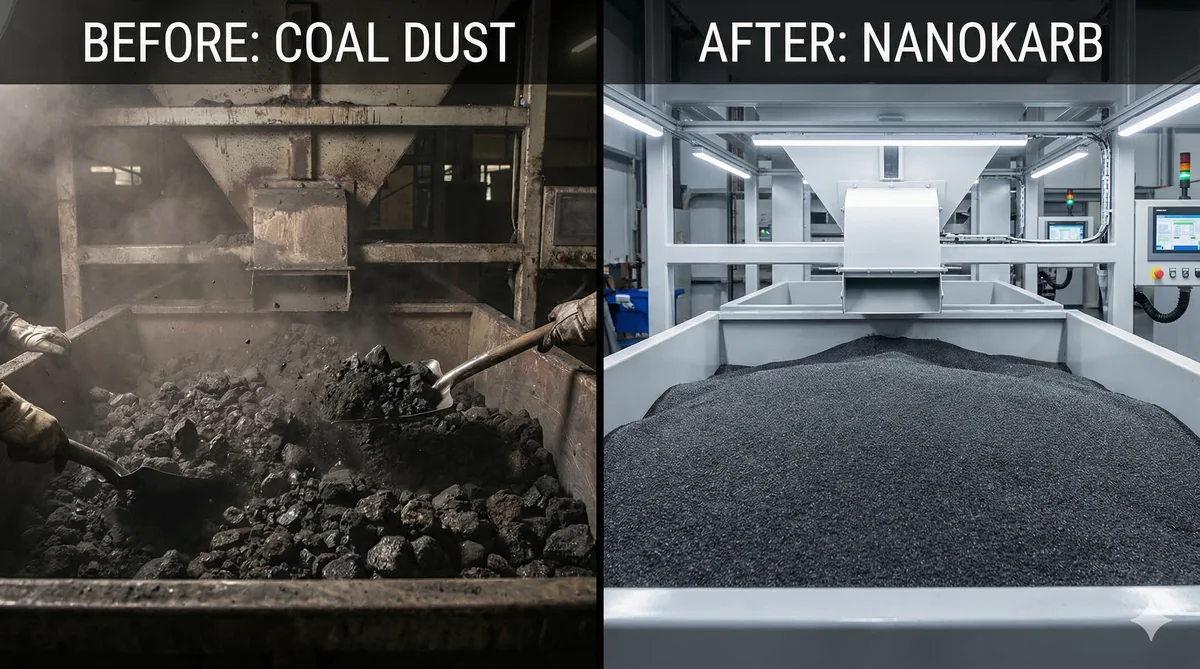
Step 2: Choose the Right Alternative
Nanokarb is a nanotechnology-based carbon additive that creates a protective interface at the mould-metal boundary through ceramic nanoparticles — not through combustion. With 0% volatile matter at 400°C and less than 10% at 925°C, Nanokarb does not burn inside the mould. There is no secondary heat source. There is no chain reaction. The same LOI test the foundry already runs controls dosage; minimum effective dosage is 0.075%.
Key practical details for your planning:
Replacement ratio: 1 kg Nanokarb replaces 2 kg of coal dust. If you currently use 30 kg of coal dust per batch, you'll transition toward 15 kg of Nanokarb per batch (the exact ratio is calibrated during the assessment phase).
Dosage: 0.075% per batch, added through your existing hopper or alongside your current coal dust during the transition period.
Grade: Nanokarb is supplied as a single universal grade worldwide. There's no grade selection decision to make.
Equipment: None required. If you have a spare hopper, use it. If not, Nanokarb can be loaded into your existing coal dust hopper and dosed together during the transition.
Step 3: The Transition Method — Gradual, Not Sudden
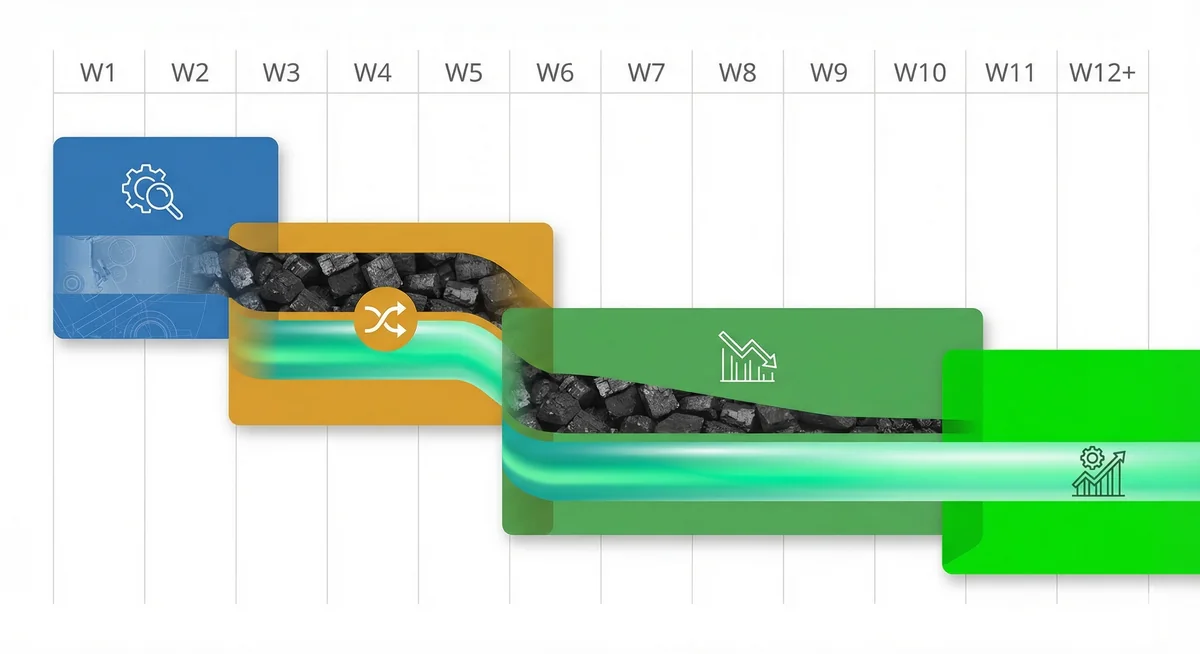
No experienced foundry engineer would switch a key raw material overnight. The transition to zero coal dust follows a controlled, phased approach driven by your sand system's circulation rate — not by the calendar. A foundry with fast circulation can stabilise in as little as 15 days. A slower system may take three months. The number of circulations is what determines the pace.
Phase 1 — Baseline and minimum-dosage start. Refcoat assesses your sand system: current coal dust usage, bentonite levels, sand properties, rejection rates, and circulation rate. We model your system using ForeCAST and predict the exact circulation milestones for your foundry — not a range, the specific numbers. Nanokarb is then introduced at the minimum effective dosage of 0.075% alongside your existing coal dust. No new equipment, no new lab methods.
Checkpoint 1 — Active clay (~10 circulations). The first visible signal arrives early: active clay begins to rise. This is the marker that the combustion chain reaction destroying your bentonite is weakening. If active clay does not respond, the transition stops here. We do not proceed on faith. Across deployments in India and Europe — across multiple moulding line types — active clay has responded every time.
Checkpoint 2 — LOI (subsequent circulations). Over the next circulations, LOI begins to rise. This is the signal to step coal dust down, monitored through the same LOI test you already run. As Nanokarb coats the sand grains and circulates through the system, coal dust additions are reduced proportionally. At minimum-dose Nanokarb (0.075%), coal dust consumption typically drops to 50% of existing levels — 1 kg of Nanokarb replacing roughly 2 kg of coal dust — and bentonite consumption falls by a minimum of 10%. The system stabilises at this new baseline.
Phase 2 — Your choice. Once the system is stable with Nanokarb at 0.075% plus reduced coal dust and reduced bentonite, the foundry has a decision. You can step Nanokarb up and eliminate coal dust completely. Or you can continue running partial Nanokarb plus partial coal dust at the new lower baseline. Both routes work. The choice is yours — comfort level, cost target, emissions goal. At no stage do you take production risk: your existing coal dust is still in the system through Phase 1, and the checkpoints — active clay first, LOI second — tell you whether to proceed before any commitment becomes irreversible.
Step 4: What Changes and What Doesn't

What changes:
- Carbon additive switches from coal dust to Nanokarb
- Coal dust consumption drops by 50%
- Bentonite consumption drops by minimum 10%
- CO2 emissions from green sand drop by minimum 50%
- Dust levels in the plant reduce significantly (Nanokarb is non-explosive)
- Surface finish improves (typically visible within weeks)
- Shot-blasting time reduces
What doesn't change:
- Your sand plant equipment
- Your moulding line
- Your metal composition or melting process
- Your core-making process
- Your basic sand testing routine (same parameters, same labs)
- Your bentonite supplier or grade (though you'll use less)
Step 5: Monitor and Verify
Throughout the transition, track these metrics:
LOI (Loss on Ignition): Should increase as Nanokarb replaces coal dust (Nanokarb has 85% LOI vs coal dust's 85-95%, but at half the dosage, the system LOI profile shifts).
Active clay: Should stabilise or increase, because bentonite is no longer being degraded by combustion heat.
Surface finish: Measure RA values on sample castings at regular intervals. Improvement is typically visible within weeks, with the exact timing driven by your circulation rate and predicted by your ForeCAST pre-trial report.
Rejection rate: Track by defect type. Sand-related defects (scabbing, erosion, blowholes, burn-on) should decline first.
Carbon consumption: Track total kg of carbon additive per batch. This is your primary cost metric.
What Real Foundries Have Achieved
Rajmane Industries introduced Nanokarb alongside MouldMax across their sand system. The results: bentonite consumption dropped from 1.1% to 0.58%, coal dust consumption fell by 50%, and the persistent mould leak problem was eliminated entirely. They continue to run Nanokarb as their standard carbon additive.
An Indian automotive foundry producing 7,000 MT/month of cylinder blocks and heads on high-pressure moulding lines cut coal dust from 30 kg/batch to 15 kg/batch — a straight 50% reduction — while adding just 3 kg of Nanokarb per batch. Bentonite dropped from 50 kg to 37 kg per batch in this specific case (well above the minimum 10% reduction we guarantee across deployments). Net monthly raw material savings: over ₹24 lakhs, with annual savings exceeding ₹2.9 crores. CO2 emissions from the green sand process fell by 590 MT/month.
A European foundry in Sweden running at 450 MT/month and 1,600°C pouring temperatures completed a phased transition from coal dust premix to 100% Nanokarb over 36 circulations. Carbon consumption dropped by 52.7%, bentonite by 13.9%, and CO emissions at the mould fell from 87 ppm to 28 ppm — a 67.8% reduction. Surface finish improved visibly and was maintained one month after the trial concluded.
An engine block foundry running a controlled trial over 41 circulations achieved a 50.7% reduction in carbon additive — from 13 kg to 6.4 kg per batch — with no mould coating required. Surface roughness (RA value) improved from 12.5–25 µm to 6.3–12.5 µm, and shot-blasting time dropped from 6 minutes to 5 minutes per cycle.
Surface finish progression with Nanokarb — actual casting results

Engine block surface finish — before and after Nanokarb

The pattern across these foundries is consistent: 50% coal dust reduction, minimum 10% bentonite savings, measurable surface finish improvement, and a transition timeline driven by circulation rate — typically 15 days for fast-turnover systems, up to three months for slower ones — with no equipment changes.
Getting Started
The transition from coal dust to zero coal dust is not a leap of faith. It's a structured, data-driven process with predictable outcomes. Refcoat provides a free assessment that models your specific sand system and predicts exactly what will happen — and when.
If the predictions don't match reality, you stop. But in our experience across foundries in India and the EU, they do.
Start Your Zero Coal Dust Transition
Request a free assessment. We'll model your sand system and show you exactly what will happen — and when.
Request a Free AssessmentRelated: Nanokarb | Nanokarb vs Coal Dust | Carbon Footprint of Coal Dust | Future of Green Sand